
LHEBHERR利勃海尔新型蜗杆及成型磨齿机
产品型号:LGG 280/LK180-280
一站式服务

通过滚动刮削提高效率
齿轮加工制造商正在寻找比插削形式更高产、更经济,又比拉削更灵活的替代工艺。
滚动刮削的成功需要:
- 机床
- 刀具
- 工艺

滚动刮削成功的基础在于机床的刚性:由铸铁制成的机座可以有效地吸收所产生的工艺力。在加工头中,通过特殊的轴承构造获取较高的主轴刚度,从而可以使用更长的刀架。这对加工内齿轮来说尤为重要。
除了机床之外,合适的刀具对稳定的流程也至关重要。通过自主开发和生产刀具,我们现在可以为任意工件设计出完美的刀具:前提是已在理论上参透和理解了滚动刮削工艺。
设计刀具时,必须注意已规划的流程。通过密集的技术开发和广泛的客户项目测试,我们掌握了滚动刮削工艺并且能够通过Skiving提供机床、刀具和工艺为一体的完整解决方案。
附加功能
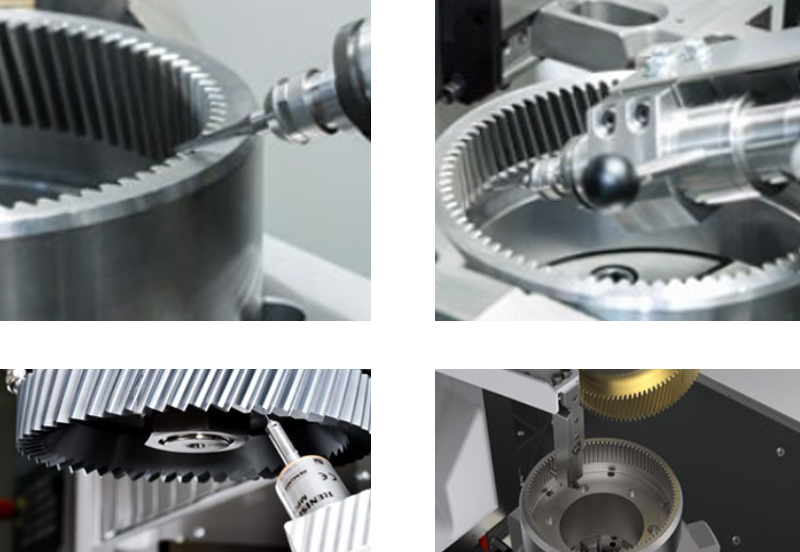
在主流程进行的同时完成倒棱
和所有切削加工过程一样,当刀具退出时会产生尖锐的边缘和毛刺。为了在主流程进行的同时去除这些,我们提供了新的FlexChamfer工艺。使用常见的立铣刀对齿轮进行倒棱。刀具的运动由NC控制,从而确保高可重复性和出色的倒棱质量。
机床内的刀具测量装置
通过集成的刮齿刀具测量装置,可以对刮齿刀具在夹入刀具主轴的状态下进行测量。这确保了最高精度。因此不需要额外的外部刀具预调设备。通过此功能,我们可以确定当前重叠条件下的刀具高度和实际外径。此外,我们还确定了基准齿的方向。机床控制系统根据测量值计算加工运动学所需的修正值。

齿轮定中心/位置定向的齿轮加工
使用精加工刀具无论是进行软加工还是硬加工都需要定中心。我们提供了一种简单而通用的解决方案,借助轴向滑座上的啮合定位式传感器来检测内齿轮和外齿轮。由此实现了位置定向的齿轮加工。必要时,也可以开发客户专用的解决方案。

湿式加工
湿式加工内齿轮的优点:一方面,冷却并润滑啮合时的刀口,以防对刀具造成热损伤。另一方面,完美去除所产生的切屑。理想的排屑显著提高过程安全。通过刮削主轴的内部冷却液供应,可以直接将冷却液送达刀口。
直观、灵活并易于操作
新的操作界面和操作方案
全新优化的控制台 LHStation 和 LHMobile
全新的控制台将编程与操作划分为两部分系统:固定安装的LHStation大型监视器单元用于数据输入和过程观察,标准化的便携式手持终端LHMobile则在设置过程中根据上下文情境对用户进行引导。这两款设备都具有多点触控表面和触觉元件,可实现最佳操作速度和安全性。而控制系统界面则采用LHGearTec,在每种情况下都会根据流程进行用户指导。此外,通过集成的西门子HMI-Operate界面可以进行钻削、车削和铣削操作,因此可以实现对齿形工件的完整加工。
升级到新的操作员人体工学:
- 24" 多点触控的大型主屏幕
- 快速输入刀具数据和工件数据的触控式数字键盘
- 配备 10" 多点触控屏幕的便携式手持终端
- 上下文感知视图,例如 PLC/NC 按键和程序状态
- 标准化运行模式选择开关,基于 RFID 进行用户识别
- 八个支持自定义配置的按钮或钥匙开关
- 两个 USB 接口,可以灵活导入/导出数据
您的优势:
该软件可以覆盖更多的工件范围,并借助加工循环完全加工齿形工件——包括钻削、铣削或车削等其他工艺。用户由此在特殊应用和小批量生产时节省了时间。在一次装夹中完成全套加工即可以提高精度,也能减少手动工作量。
行程/精度示例
行程/精度示例
行程/精度示例
机床
- 刚性机床设计
- 主轴和工作台直接驱动,实现最高动态刚性
- 先进的 LHGearTec 操作界面
- 既可以湿式加工(内齿轮),也可以干式加工(外齿轮)
- 成熟的环形装载器方案,用于工件更换和各种自动化选项
- 集成式去毛刺装置
- 可选择在主流程进行的同时倒棱
刀具
- 圆锥形和圆柱形刮齿刀具的设计和生产
- 工艺优化的刀具设计
- PM-HSS 刀具和硬质合金刀具
工艺
- 确保最佳切削条件的流程分析和模拟
- 优化客户关怀的技术应用
- 通过计算软件进行碰撞分析
技术参数
| 参数 | LK 180 | LK 280 |
|---|---|---|
| 回转直径 mm | 180 | 280 |
| 工件最大直径 mm | 180 | 280 |
| 最大模数 mm | 3 | |
| 刀具最大直径 mm | 150 | |
| 工件最大重量 kg | 25 | |
| 机床工作台最大转速 1/min | 3.000 | 1.500 |
| 刮削主轴最大转速 1/min | 4.000 | 4.000 |
| 工作台最大直径 mm | 285 | 320 |
| 中心距 min. mm / max. mm | 0 / 265 | |
| 刮削头摆动角度 | ±30° | |
| 带有副立柱的机床重量 kg(大致) | 13.000 | |

刀具的设计和生产
刀具和机床之间的相互作用:Skiving
实际试验清楚表明,流程的数学控制及其与刀具和机床的精确匹配是成功的关键。这点已在客户测试过程中得到验证。
- 为各种齿轮加工缔造技术层面上的完美设计
- 计算齿形时会考虑到轴线交叉角和夹紧面偏移量
- 注意避免碰撞,尤其是内齿轮
- 在整个流程中确保最佳前后角
利勃海尔自主刀具生产
用于生产刀具的材料
1. 由粉末冶金钢(PM-HSS)制成的刀具具有成本优势,但在耐磨性方面……
2. 硬质合金材质的刀具由于原材料和制造方式以及较长的磨削时间和较高的磨料消耗,无论是在生产还是材料成本方面都更加昂贵。

圆锥形刀具
制造更加复杂,但在滚插机中调节起来更轻松。有助于打造稳定的工艺设计方案,从而更加适用于高技术要求的工艺。
圆柱形刀具
它们外形保持恒定,因此明显更容易制造。但是在滚插机中所需的运动机构更加复杂一些,在这点上不得不妥协。因此,从技术角度考虑,它们是简单工艺的正确选择。
深圳市恺恩精密机械有限公司
深圳总部
赖生 13823799258
邮箱:kaien@kejmjx.com
地址:深圳市龙华区清庆路1号文化创意产业园2栋806室
电话:0755-83025988
传真:0755-83025788
东莞办事处
地址:东莞市长安镇振安东路158号永盛商务大厦606室
电话:赖生 13823799258
网址:www.kejmjx.com
邮箱:kaien@kejmjx.com
返回


