
蜗杆及成型磨齿机 LGG 180/280
产品型号:LGG 180/280

机床设计
新型蜗杆及成型磨齿机LGG180/280适用于加工直径在180mm/280mm的齿轮部件。此外也能加工长度为650mm的轴类工件。针对特殊的客户需求可提供不同的加工方式。此蜗杆及成型磨齿机结合了磨削时间短与稳定的高质量的优势,适用大批量生产。
- 批量生产中更高的质量和可靠性 - 单工作台的解决方案
- 一个夹具,一样的精度
- 适用于直径为180/280mm的齿件
- 齿轴长度500mm(L型版本为650mm)
- 行星轮和太阳轮、变速器齿轮以及驱动轴和输出轴
机床床身采用温度特性稳定的材料
通过内置式环形装载器可快速装载
夹紧时间 - 齿轮件:自4秒起 - 轴类件:自6.5秒起 - 占地空间较小
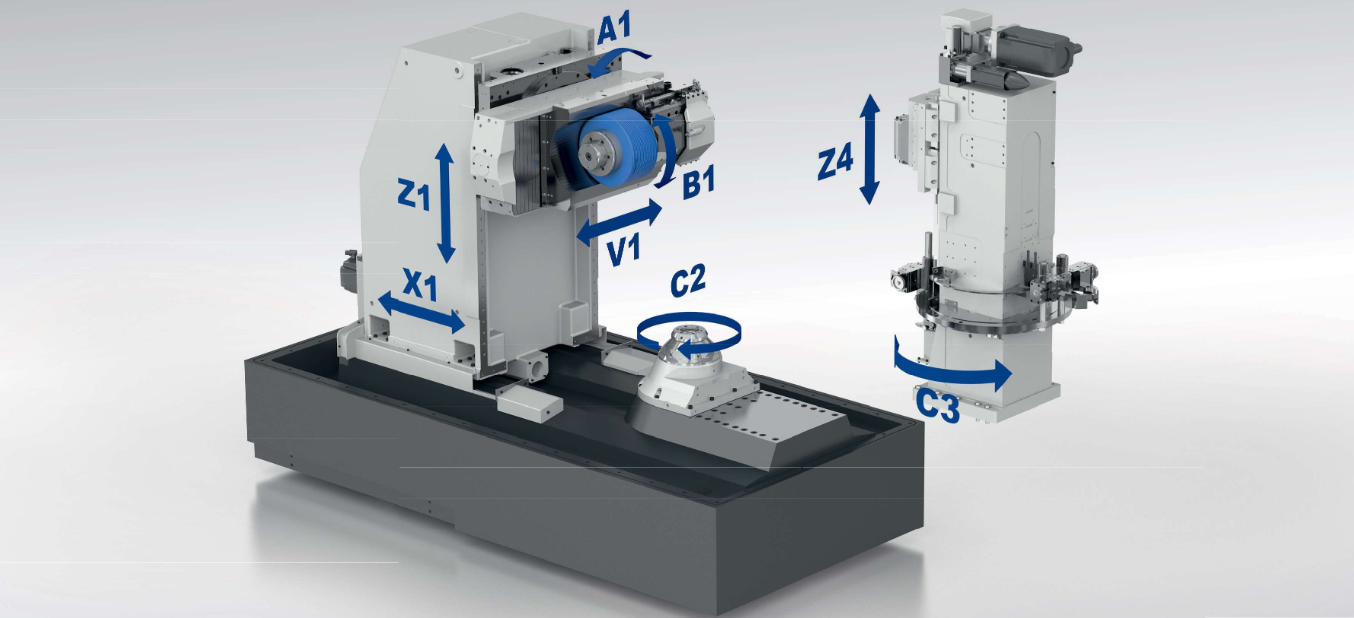
X1- 主立柱径向运动 | V1- 刀具切向运动 | Z1- 高度定位轴 | B1- 刀具旋转运动 | C2- 工件旋转运动 | A1- 刀具摆动轴 | Z4- 尾架垂直运动 | C3- 环形装载器旋转运动
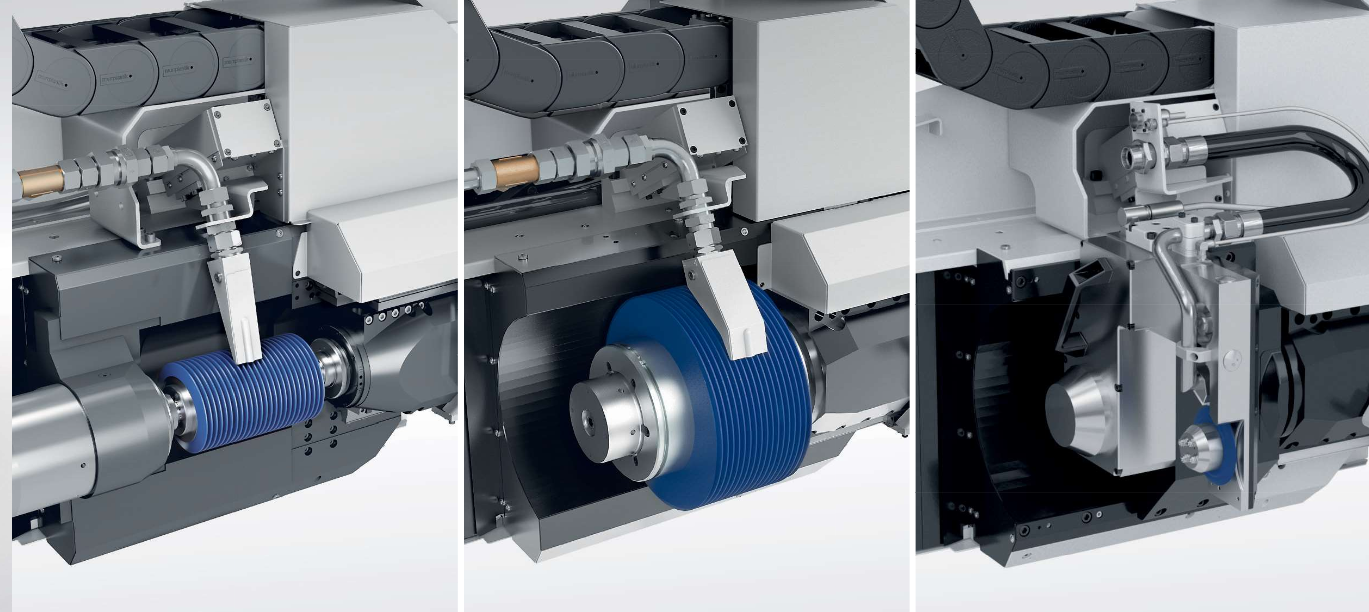
外磨头和内磨头
LGG 机床适用于蜗杆磨齿和成型磨齿。此机床标配一个外磨头且可扩展一个内磨头。
LGG 可提供优化的外磨头和内磨头。在两个外磨头的主轴内部的集成了动平衡系统。大的驱动功率和转速是它的巨大优势,比如在使用新型高切削率磨削材料砂轮时。新型的刀具夹紧装置,可实现简单快速地更换磨削刀具。对于具有轮廓干涉的工件和特殊的齿轮修正可使用较小直径的磨削刀具。
匹配的内磨头可快速方便地安装在外磨头上并通过主驱动轴驱动。根据客户要求可提供其他外磨头和内磨头。
| 外磨头 | GH 4.0 | GH 5.0 |
|---|---|---|
| 转速 rpm | 10.000 | 12.000 |
| 磨削主轴驱动功率 kW | 35 | 28.5 |
| 蜗杆磨最大可磨削的模数 mm | 6 | |
| 成型磨削最大可磨削的模数 mm | 12 | 10 |
| 电镀 CBN 刀具 | 是 | 是 |
| 砂轮尺寸(外径×宽度×内径)mm | 275(320)×160×160 | 220(240)×200×76.2 |
| 工件直径 mm | 最大 280(400*) | |
| 内磨头 | IG Opal 4.0 | IG Opal 4.1 / 4.11 |
|---|---|---|
| 转速 rpm | 12.000 | 最大 7.500 |
| 最大加工模数 mm | 3 | |
| 电镀 CBN 刀具 | 是 | 是 |
| 砂轮尺寸(外径×宽度×内径)mm | 100×12×36 | 125×16×50.8 |
| 轴向切入深度 mm | 14 | 2132/195 |
* LGG400M:手动装载
准备将来
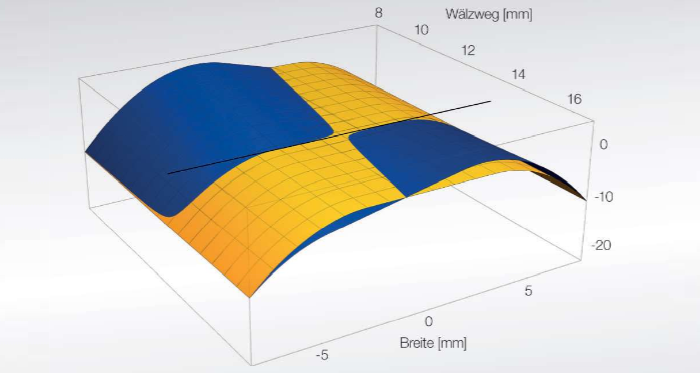
无偏差的拓扑磨削
- 无失真且无畸变
- 展成的齿端修薄 (GER) 采用通常的拓扑修正
- 在整个刀具使用范围上的恒定齿形鼓度
- 激励优化的齿向修正,NEO(噪声激励优化)— 自由定义振幅、波长、相位和方位
- 齿面波纹采用传统的拓扑修正技术
- 齿形压力角不对称齿轮
- 变齿厚齿轮
可使用标准的修整刀具,不需要逐行修整。刀具修整时间和磨削时间等同,无畸变磨齿。

齿面抛光
- 组合的刀具方案确保快速的磨削时间和最高的表面质量
- 单一的修整方案适用于整个砂轮区域
- 高的工艺稳定性实现 Rz < 1.0 μm 和 Ra < 0.2 μm
- 齿形和齿向
- 跳动,单节距和周节距
- 畸变测量
- 定余量加工的测量系统
- 展成测量
- 检查尺寸测量
技术数据
| 参数 | LGG 180/280 | LGG 180 L / LGG 280 L | LGG 400 M |
|---|---|---|---|
| 最大工件直径 mm | 180/280 | - | |
| 工件最大转速 rpm | 3000 | - | |
| 最大轴向行程 mm | 660 | 1000 | - |
| 最低加工位置(工作台以上)mm | 90 | - | |
| 磨齿头摆动角度 | ±45° | - | |
| 带副立柱的机床重量 吨(大约) | 13 | 14 | - |
| 总设备功率 kVA(大约) | 32 | - | |
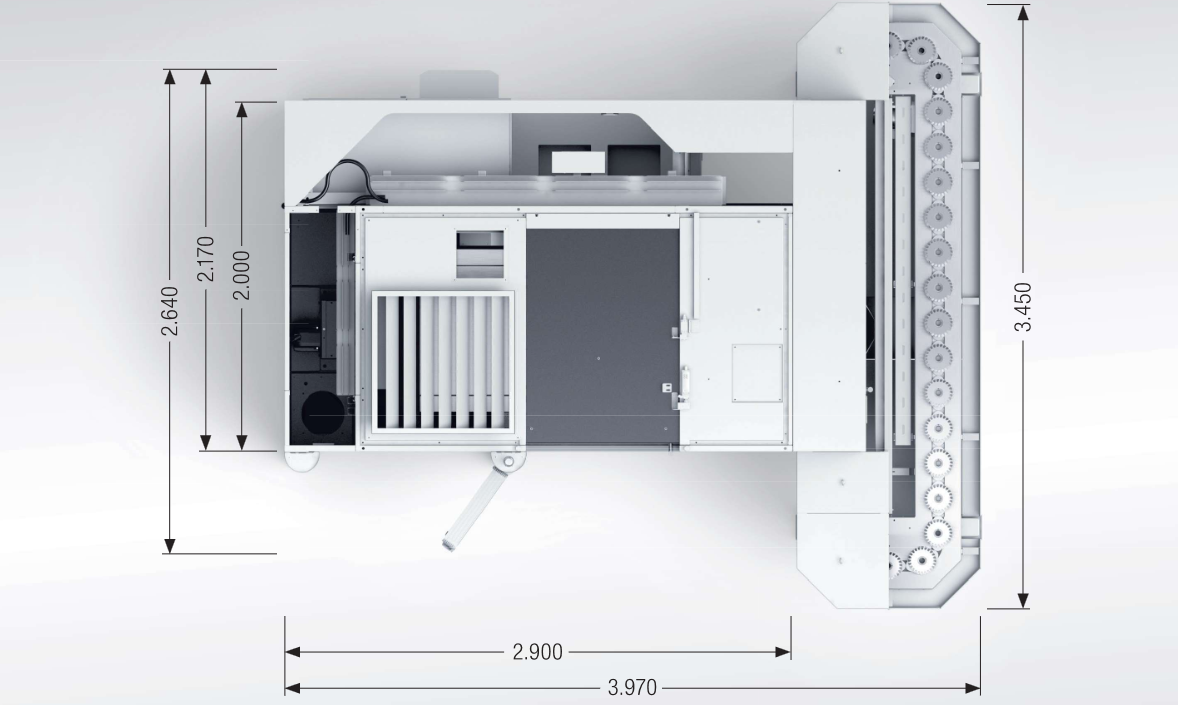
| 不带自动上料装置的机器尺寸 长×宽×高 | 2.9×2.0×2.9 | 2.9×2.6×3.4 | - |
| 最大加工轴件长度 mm | 500 | 650 | - |
LGG400M:手动装载
额外的优势

软件/控制技术
全新的友好的操作界面 LHE@rTec,使齿轮加工机床的操作简便易行,提供很多优点:
- 个性化的配置
- 直观的操作
- 加工进程和换产的操作指南
- 数学分析
- 触摸屏操作
- 支持图形输入
- 调用附加文档(例如夹具组成)
- 可集成网络摄像头
- Siemens 840 D Solutionline
为降低刀具和夹具或主轴和工作台意外发生碰撞时造成的损失,可提供 CollisionControl(防撞控制)软件包。
节约能源和资源
利勃海尔已广泛地研究并分析了其齿轮机床产品。宗旨是:节约的每10瓦特都是对环境有益的。
- 制动能量反馈的驱动技术
- 使用高效的电器柜冷却装置
- LED照明装置
- 通过转速可控型泵机供应及制备冷却液
此外还可提供:
- 非气动型自动化装置(带挡块、分隔器的传送带)
- 带检漏功能的耗气量监控系统
- 减少磨削油的现场污染
- 工件用油离心装置
- 水-空气热交换器,带可控风扇(能量和噪声)
- 分阶段关闭闲置的辅助驱动器
外部自动化设备

托盘单元(LPC)
标准化的运输方式利用托盘技术实现统一的物流及灵活的、面向未来的生产方式。
塑料链传送带(KKB)
设计用于非接触式传输任意不规则几何形状的工件,标准承重20kg,重型规格180kg。工件须置于托盘上运输。顺序排列的托盘运行不影响加工节拍时间。
机器人单元(LRC)
模块化设计的带抓手的机器人解决方案取代了复杂的分选设备,提高生产效率,减轻工作人员压力。
牵引架铰链带(SRB)
能传送运输表面平整的部件,如齿轮、齿轮毂或齿环。工件由与链条连接的筐架牵引。
铰链带(SKB)
借助铰链带能传送运输表面平整的工件,如齿轮。根据要求可实现多环路设计。
利勃海尔机床和自动化系统
利勃海尔的机床和自动化系统部门雇佣了大约1200名员工,在肯普滕和埃特林根(德国)、科莱尼奥(意大利)、萨林(美国密歇根州)和班加罗尔(印度)设有生产厂。众多内行而可靠的销售和服务专家在全世界各地为这些生产厂提供支持。
凭借将近六十年的经验,利勃海尔在全世界领先的CNC齿轮机床、齿轮刀具和自动化系统制造商中谋得了一席之地。引领未来的创意、高素质的员工队伍和各生产基地最先进的制造设备是实现创新性的产品的基础。这些产品具有突出的经济性、易操作性、质量和可靠性以及高度灵活性。
加工程序包括滚齿机、滚切法插齿机以及滚刀磨床和成型磨床,它们的特点是稳定性和可用性高。利勃海尔拥有生产高品质齿轮的全部技术,并且不断对其进行改进。在这里机床的能源效率也具有特别重要的意义。
利勃海尔向全世界知名的齿轮和变速器以及大型旋转连接件制造商提供齿轮机床。它们主要用于乘用车、载重车和工程机械工业,但是也越来越多地用于风电工业制造风力发电机的变速器。
利勃海尔为齿轮软加工和硬加工生产高品质、高精度刀具,并装备自己生产的齿轮机床。可提供包括Lorenz品牌的库存刀具以及根据客户要求量身定制的产品。
凭借由线性龙门架、托盘输送系统、输送装置和机器人集成组成的产品范围,利勃海尔可实现所有生产门类的项目,同时可实现远超平均行业应用水平的系统可用性。
深圳市恺恩精密机械有限公司
深圳总部
刘总 13510898907
邮箱:kaien@kejmjx.com
地址:深圳市龙华区清庆路1号文化创意产业园2栋806室
电话:0755-83025988
传真:0755-83025788
东莞办事处
地址:东莞市长安镇振安东路158号永盛商务大厦606室
电话:赖总 13823799258
网址:www.kejmjx.com
邮箱:kaien@kejmjx.com
返回


