
GF MS-Brochure CUT F 350 600series-CN-1011
产品型号:CUT F 350 / 600
GF加工方案
CUT F 350 / 600 · 慢走丝线切割机床
高精度 | 智能化 | 可持续
投入更少 · 产出更多
IPG智能脉冲电源显著降低能耗与电极丝消耗,Wire功能与ISPS智能放电保护系统最大限度避免断丝。UNIQUA人机界面支持顺序编程与面向对象编程,轻松应对复杂任务。

热平衡 + 高精度滚珠丝杠
关键部件热平衡控制温度波动,19孔模板节距精度平均误差≤±2.5μm,X/Y/Z轴碰撞保护。更高精度滚珠丝杠确保重复定位精度与耐用性。
- 全行程定位精度一致性
- 光栅尺热补偿技术
- 减少废品,提升良率
UNIQUA 人机界面
全新19英寸触控屏,集成智能工作流,资深专家与新手皆可高效作业。
📌 双模式编程
ISO顺序编程 + 面向对象编程,内置CAM图形化工具,兼容主流CAD/CAM,脱机编程支持横竖屏显示。
仪表板 & 实时监控
自定义小组件,ISPS放电监控,加工状态图形化跟踪,一键调整加工优先级无需中断。
📂 智能工件管理
工件插入功能:中断后精准恢复,零数据丢失;批次执行动态调整,支持多托盘自动化与机器人库无缝对接,极大减少人工干预。

数字大脑 · 智能脉冲电源
⚡ IPG智能脉冲电源
直接供电模块(DPS),精准控制每次放电,表面粗糙度可达Ra 0.15μm,动态控制电极丝损耗,轮廓自适应加工。
📡 放电跟踪 & ISPS
实时监测放电位置与密度,自动调整放电能量避免断丝。变高度工件、盲孔、冲液不佳等极端条件下自适应优化。
- 航空航天钛合金薄壁件稳定加工
- 减少非生产时间,提升自动化率
🪡 iWire 智能降低丝耗
根据轮廓高度变化动态调整走丝速度,配合GF SMART电极丝,电极丝消耗最高降低40%,显著降低单件成本。
提高机床自主性,减少换丝频率

📚 600+ 专用放电条件
工件高度从<1mm到350mm,材料覆盖钢、硬质合金、铜、铝、钛、PCD、石墨。强大参数库确保可靠加工效果,拓宽业务领域。
⚡ 快速工艺 (Turbo Tech)
比竞争对手最高快40%切割速度,保持尺寸精度,兼容ISPS与iWire,高动态响应同时保证表面完整性。
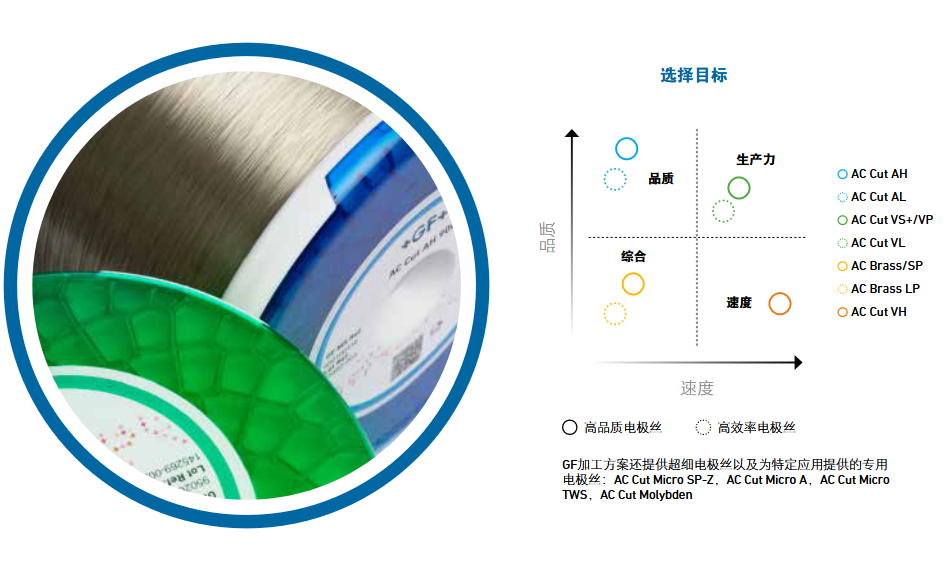
🎯 锥度专家 & 认证电极丝
0°~30°精密锥度加工,实时修正电极丝与导嘴接触点,表面质量与直身加工一致。AC Brass, AC Cut VS+, AC Cut Micro SP-Z等多种专用电极丝可选。
- ±30°锥角 / 50mm厚度
- 延长注塑模具寿命
- 超细电极丝及钼丝方案
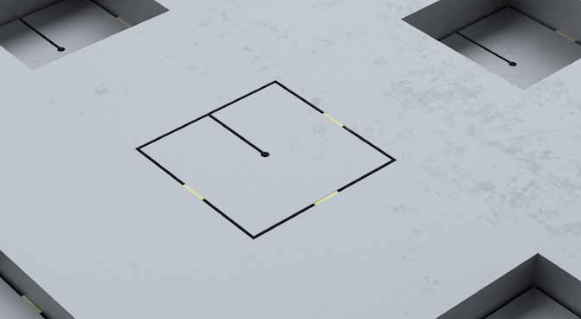
ASW 自动废料“焊”接
利用逆放电工艺形成积铜,自动焊接废料于模穴,精加工前轻敲去除。缩短加工时间达10%,减少人工操作时间达90%,实现100%自动化昼夜生产。
- 无需夜班调整策略
- 降低人工干预,提升效率
行业标杆应用
🏥 医疗器械
不锈钢齿状刨刀加工实例:电极丝AC Cut AH 0.25,表面粗糙度Ra≤0.3μm,精准控制0.4mm圆角,满足手术器械高光洁度要求。

✈️ 航空航天结构件
高温合金、钛合金复杂薄壁件,ISPS有效避免断丝,运营成本降低20%,加工时间缩短24%。
| 对比项 | 传统工艺 | ISPS+iWire | 提升 |
|---|---|---|---|
| 断丝次数 | 4次 | 0次 | -100% |
| 操作员干预 | 15分钟 | 0分钟 | 节省100% |
| 加工时间 | 103分钟 | 90分钟 | ↓13% |
| 总时间 | 118分钟 | 90分钟 | ↓24% |
| 电极丝消耗 | ≈1600m | ≈1120m | ↓30% |

技术规格 | CUT F 350 / CUT F 600
| 参数 | CUT F 350 | CUT F 600 |
|---|---|---|
| 机床尺寸 (宽×深×高) mm | 1705×2423×2412 | 2020×2772×2534 |
| 设备总重 (不含工作液) kg | 2830 | 4250 |
| 工件尺寸 (长×宽×高) mm | 820×680×250 | 1030×800×350 |
| 最大工件重量 kg | 400 | 1000 |
| X/Y/Z 轴行程 mm | 350×250×250 | 600×400×350 |
| U/V 轴行程 mm | ±45 | ±50 |
| 最大锥角/高度 (°/mm) | ±30° / 50mm | |
| 轴移动最小分辨率 μm | 0.1 | |
| 轴运动速度 m/min | 0-3 | |
| 碰撞保护 | X/Y/Z 轴标配 | |
| 工作液总容量 L | 760 | |
| 过滤器数量 / 去离子树脂容量 | 2个 / 20L | 2个 / 20L |
电极丝系统
- 标配导丝嘴 Ø0.20 / 0.25 mm
- 电极丝直径 Ø0.10-0.30 mm (可选)
- 自动穿丝预备孔最小 Ø0.80 mm
- 最高切割速度 300 mm²/min
- 最佳表面质量 Ra 0.15 μm
- 丝轴最大重量 8kg (JIS P5) / 25kg (DIN 160)
电气柜与环境
- 三相输入 3x400V / 10kVA
- 高精度加工温度 20±1℃
- 相对湿度 40-80%
- 显示器 19" 触控 / Windows 系统
- 以太网 / USB / 手控盒
- 热稳定时间 3h,IP43防护
全工艺链解决方案
⚡ 慢走丝EDM
高精度高效率,微细至0.02mm
✨ 电火花成形/穿孔
iGAP技术,镜面Ra≤0.1μm
🛠️ 高速铣削&叶片加工
Mikron MILL / Liechti航空叶片
🔬 激光纹理&微细加工
全数字化纹理,微米级精度
➕ 增材制造(AM)
金属3D打印复杂零件
🤖 工装夹具&自动化
System 3R基准系统,柔性单元
📡 数字化智能制造
Symmedia工业4.0互联
🛡️ 客户服务
原厂备件,预防性维护,全生命周期支持

全球布局 · 本地化服务
GF加工方案在全球拥有瑞士、德国、美国、中国(北京/常州/上海/成都/东莞/香港)、日本、韩国、新加坡等分支机构。恺恩智能作为授权合作伙伴,提供销售、技术培训与售后支持。
深圳市恺恩精密机械有限公司
刘总 13510898907
邮箱:kaien@kejmjx.com
深圳总部:龙华区清庆路1号文化创意产业园2栋806室
电话:0755-83025988
传真:0755-83025788
东莞办事处
长安镇振安东路158号永盛商务大厦606室
电话:赖总 13823799258
官网:www.kejmjx.com
邮箱:kaien@kejmjx.com
返回


